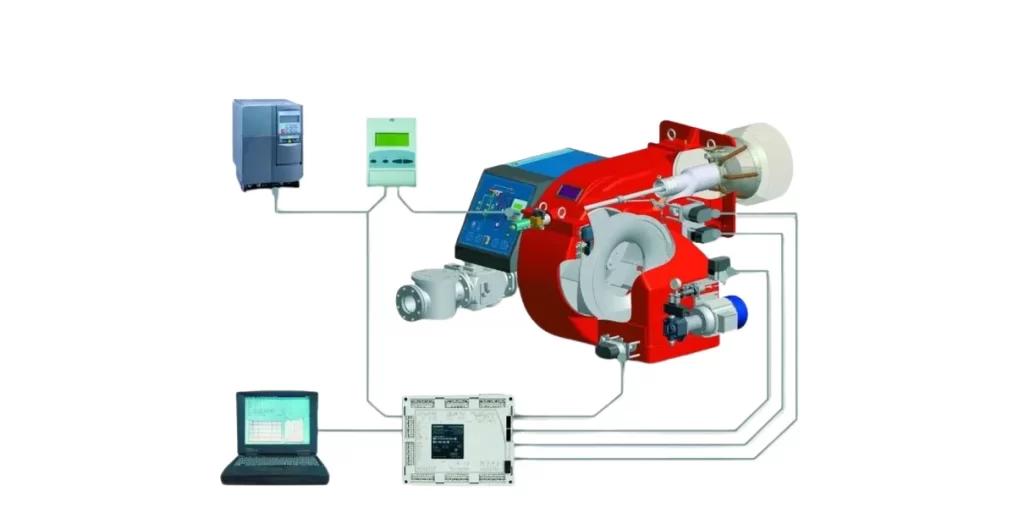
Burner Management System (BMS)
A Burner Management System is an essential safety and control unit for boilers, ensuring reliable ignition, safe start-up, steady operation, and proper shutdown of burners. It continuously monitors critical parameters like flame presence, fuel supply, and air-fuel ratio to optimize combustion efficiency while preventing unsafe conditions. By automating burner operations, BMS enhances boiler performance, reduces fuel consumption, minimizes emissions, and ensures safe and efficient steam generation.